What is Rubber Injection Molding
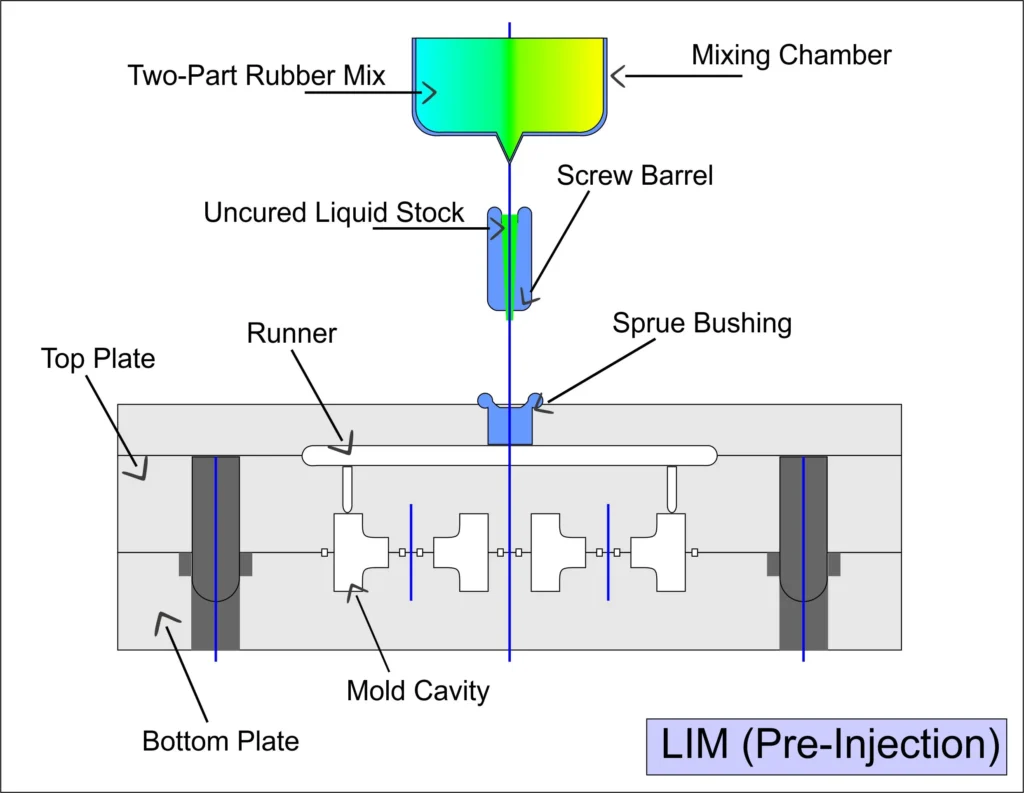
Rubber injection molding involves metering and plasticizing/mixing rubber compounds (solid rubber compounds or liquid silicone rubber) within equipment, injecting them into mold cavities, and completing vulcanization (cross-linking) and shaping through heating and pressure within the mold. The critical factor in rubber molding is not “cooling and hardening,” but achieving “complete vulcanization.” Therefore, mold temperature and vulcanization time significantly impact performance. For many rubber systems, the typical vulcanization temperature range is approximately 160–200°C (depending on the specific formulation).

3 Types of Rubber Injection Molding
These are categorized by “material form + structural integration method,” as this directly guides process selection, cost evaluation, and lead time assessment.
Solid Rubber Injection Molding
Applications: Automotive and industrial vibration dampers, seals, sleeves, cushion pads, oil-resistant/weather-resistant rubber parts (e.g., EPDM, NBR systems).
Key Advantages:
- Suitable for stable medium-to-high volume production with excellent repeatability and automation compatibility;
- Complex structures and tighter tolerances are more easily achievable (relative to compression molding/transfer molding);
- Formulation can achieve properties like oil resistance, ozone resistance, weather resistance, and flame retardancy.
Key considerations during procurement: Formulation determines upper limits; mold venting and runner design determine yield rates; curing temperature and time window determine performance consistency.
Liquid Silicone Rubber Injection Molding
Applications: Components requiring high cleanliness, extreme temperature resistance, and superior aging resistance, such as medical and consumer electronics seals, automotive connector seals, and temperature-resistant elastomers. LSR typically offers a temperature range from approximately -50°C to +250°C (specific grades may vary).
Key Advantages:
Excellent flow properties enable thin-wall and intricate structures;
High stability and consistency, suitable for large-scale production;
Cold runner technology significantly reduces material waste and trimming labor (cost-sensitive).
Considerations: LSR demands higher precision in metering/mixing, mold sealing/venting, and mold temperature control. Post-curing processes may be required for regulatory compliance or volatile emissions control.
Insert/Overmolding Rubber Injection Molding
Applications: Rubber-metal composites (e.g., rubber dampers, bushings, rubber-coated metal brackets), rubber-coated plastics, rubber-coated copper components, etc., integrating “structural strength/mounting interfaces” with “elasticity/sealing/vibration damping” into a single part. Common inserts in rubber overmolding include steel, brass, aluminum, or plastic parts.
Key Advantages:
Structural Integration: Reduces assembly complexity and potential failure points;
Reliable Connections: Suitable for components subjected to long-term cyclic loads and vibration environments.
Key Risk Factors: The bonding system (adhesive/surface treatment), insert positioning accuracy, and mold clamping/venting design directly determine whether delamination, leakage, or stress concentration occurs.
How to choose among the three types
- Material Form: Do you require solid rubber properties like EPDM/NBR/NR, or must silicone rubber (LSR) be used for temperature resistance, cleanliness, or skin contact?
- Production Volume & Cycle Time: Is it medium-to-high volume? Does it require shorter cycles and higher automation? Injection molding typically offers faster cycle times than compression molding but demands higher tooling and equipment investment.
- Structural Complexity: Does it involve thin walls, undercuts, intricate ribs, or stringent dimensional consistency? (More complex designs favor injection/LSR)
- Insert/Overmolding Requirements: Any metal skeletons, nuts, bushings, or mounting hole reinforcement typically necessitates the Insert/Overmolding approach.
- Quality risks: Do your failure modes resemble “dimensional deviations/flash” or “delamination/leakage/durability degradation”? Different types require distinct control priorities.
Key Process Considerations for Rubber Injection Molding
- Vulcanization window: Rubber part performance depends on crosslinking degree; temperature, time, and pressure must be precisely matched. In-mold vulcanization temperatures typically range from 160–200°C, but always follow your specified compound’s vulcanization curve and trial mold data.
- Mold Venting and Runner Design: Flash, short shots, bubbles, and scorching often stem not from “machine issues” but from inadequate venting and poor gate/runner design.
- Dimensions and Shrinkage: Rubber shrinkage is strongly correlated with post-vulcanization, formulation, and mold temperature fluctuations. It is recommended to lock key dimensions (CTQ) and establish a control plan during the sample stage.
- Insert Molding Adhesion: Surface preparation, primer/topcoat systems, baking, and transfer time windows must be documented in process files. Failure to do so may cause batch-to-batch variation even on the same mold.
Compression vs. Transfer Molding Selection
If your priorities are “rapid mass production, complex structures, and consistency,” rubber injection molding typically offers superior performance. If your focus is on “initial mold costs, low-to-medium batch volumes, and simple structures,” compression molding may be more economical.
Practical advice: Calculate total cost based on “mold amortization + per-unit cycle time + trimming/rework + yield rate + delivery stability,” rather than comparing only per-unit quotes.
Summary
“3 Types of Rubber Injection Molding” fundamentally addresses: Does your part resemble a “solid rubber mass-production piece,” an “LSR precision component,” or an “integrated overmolded part requiring metal/plastic inserts”? Once the direction is set, mold design, curing window, inspection plans, and cost models can rapidly converge.
To accelerate your path to production-ready solutions, contact Vista Motion directly with: 2D/3D drawings, target material (e.g., EPDM/NBR/silicone), hardness (Shore A), operating temperature/medium, critical dimensional tolerances (CTQ), annual volume, and assembly method. Vista Motion delivers actionable rubber injection molding solutions through a structured path: material selection → DFM → trial molding → performance validation → batch control plan. This approach is particularly suited for custom development of vibration dampers, seals, and rubber-metal composite parts.

FAQ
What is the difference between rubber injection molding and compression molding?
A: Injection molding offers greater automation and typically faster cycle times, making it suitable for complex parts and higher consistency. Compression molding features relatively simpler molds and lower upfront investment, ideal for simple structures and low-to-medium batch production, though cycle times are often longer.
What is the typical vulcanization temperature for rubber injection molding?
A: Many rubber systems commonly cure in-mold at approximately 160–200°C. However, this must be validated by the specific formulation’s curing curve and trial molding. Insufficient temperature/time may result in undercuring, while excessive heat may cause performance degradation or charring.
Which industries are suitable for LSR injection molding?
Answer: It suits industries demanding high temperature resistance, aging resistance, cleanliness, and stability, such as medical devices, automotive electronics, and consumer electronics seals. Many LSR systems cover an application temperature range of approximately -50°C to +250°C (depending on specific grades).
Why does cold runner technology reduce costs for LSR?
Answer: Cold runners minimize cured material waste from sprues and reduce labor/time for trimming/sprue removal, significantly impacting total costs at scale.
When is “Insert/Overmolding” essential?
A: Insert/Overmolding is the most direct integration solution when parts require metal skeletons/nuts/bushings for strength and assembly interfaces, while also needing rubber for vibration damping, cushioning, or sealing functions.
What are common defects in rubber injection molding and how can they be prevented?
A: Common defects include flash, short shots, voids/trapped air, scorching, dimensional variations, and (for overmolded parts) delamination. Prevention focuses on mold venting, gate/runner design, curing window optimization, and process monitoring (first article inspection + ongoing checks + critical parameter locking).
How tight can tolerances be achieved in rubber injection molding?
Answer: This depends on material shrinkage, mold precision, molding window, and inspection strategy. Engineering best practices recommend defining “Critical to Quality (CTQ) dimensions” separately and conducting capability verification during the trial molding phase, rather than uniformly tightening all dimensional tolerances.
Why are rubber injection molds typically more expensive than compression molds?
Answer: Injection molds require more complex runner/gate systems, venting, and temperature control designs, while enduring higher-frequency automated opening/closing cycles. However, in medium-to-high volume production, cycle time and yield advantages often offset total costs.
When sourcing automotive rubber components (e.g., vibration damping/sealing), what should procurement prioritize asking suppliers?
Answer: At minimum, inquire about: material system and basis for media/temperature resistance, vulcanization window control methods, process capability for critical dimensions, aging/durability validation (per your specifications), and batch consistency with traceability mechanisms.
Can I get custom rubber injection molding done if I only have a sample and no drawings?
Answer: Yes, but it’s recommended to at least provide critical dimensions, assembly interfaces, and operating conditions. The common approach is: Sample reverse engineering → Initial material assessment → DFM and mold design → Trial sample production → Validation under operating conditions → Finalization for mass production.