The bonding between rubber and metal has a long history. The direct bonding method, hard rubber method, brass plating method, and adhesive bonding method are usually used. Among them, the adhesive bonding method is currently the most widely used and the most common. One of the effective methods. This article will start with the bonding principle and bonding process, analyze various causes that may cause rubber/metal vulcanization bonding failure, and propose corresponding solutions.
1. Bonding principle
Rubber and metal are two different materials with huge differences in chemical structure, and physical and mechanical properties. The adhesives used for hot vulcanization bonding between the two are mostly composed of base rubber, curing agent, and other compounding agents dissolved, suspended, and dispersed in solvents It is a multi-phase system formed in polymer emulsion, so the thermal vulcanization bonding between rubber and metal involves the interaction between multiple component systems, which involves surface physics, surface chemistry, polymer chemistry, inorganic Complex phenomena in multiple disciplines such as chemistry, mechanics, and electricity have intricate influencing factors.
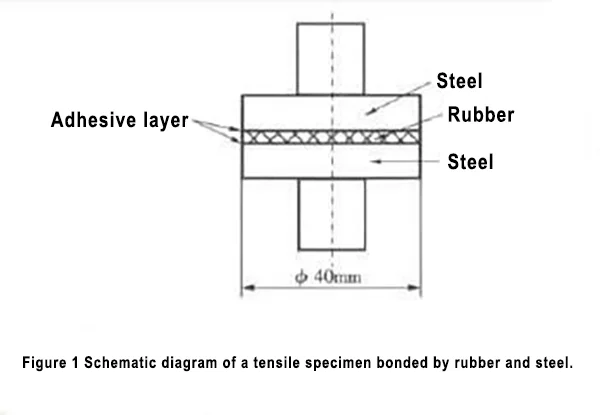
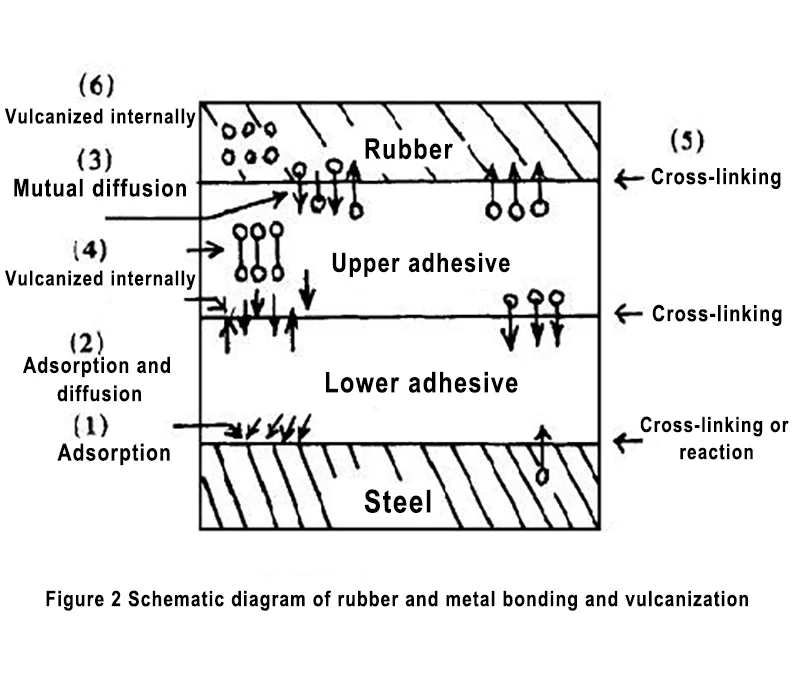
Regarding the bonding mechanism of rubber/metal, the current main bonding theories include adsorption theory, electromagnetic theory, co-crosslinking theory, etc. For the thermal vulcanization bonding of rubber/metal, the bonding mechanisms of single-coat adhesive and double-coat adhesive are shown in Figure 1 and Figure 2 respectively. The main bonding between adhesive or primer adhesive and metal is After the adhesive infiltrates the metal surface, it penetrates into the gaps and pores on the metal surface and eliminates the air adsorbed on the interface. It fully contacts the metal surface, and then produces adsorption and various forms of mechanical engagement (some adhesive molecules will interact with the metal surface). The molecules on the metal surface react chemically to generate chemical bonds) to produce sufficient bonding strength; the adhesive and rubber are bonded through mutual diffusion, penetration, and co-cross-linking of molecules or chain segments; at the same time, the adhesive and rubber internal A series of physical and chemical reactions also occur, allowing rubber and metal to form a strong connection.
2. Rubber/metal thermal vulcanization bonding process
The typical process flow for thermal vulcanization bonding of rubber and metal is as follows:
Metal surface treatment→Apply adhesive→Lay the compound→Pressure and heat vulcanization
Vulcanized adhesives mainly include three categories: phenolic resin, polyisocyanate, and halogenated polymer. Currently, the commonly used ones are the Chemlok series and Thixon series in the United States, the Chemsil series, and the Megum series in Germany.
3 Failure types of rubber/metal thermal vulcanization bonding
Common failure types of rubber/metal thermal vulcanization bonding mainly include the following six categories. The schematic diagrams are shown in Figures 1 and 2.
(1) Destruction between primer adhesive and metal (MC type);
(2) Internal damage to the adhesive (Type C);
(3) Destruction between topcoat adhesive and primer adhesive (CC type);
(4) Destruction between rubber and surface-coated adhesive (RC type);
(5) Internal damage to rubber (R type);
(6) Mixed damage, that is, two or more of the above situations occur at the same time.
4. Failure cause analysis and countermeasures
4.1 Destruction between primer adhesive and metal
4.1.1 Improper metal surface treatment
(1) Cause analysis
① Insufficient metal surface treatment:
The main function of metal surface treatment is to remove the rust layer, grease, dirt, etc. on the metal surface to obtain a clean, dry, and active surface with sufficient roughness to facilitate the infiltration and adsorption of the adhesive. If the metal surface treatment is not enough, the loose oxide layer remains or the surface roughness is too small, then under the same painting area, the effective specific surface area of the adhesive surface is less, and the density of contact points between the metal and the adhesive is small, and the bonding strength is also small.
② The metal surface is not clean:
The metal surface is not clean or is contaminated again after cleaning, resulting in oil stains, impurities, residual cleaning agents, etc. on the surface, which is actually equivalent to creating an interface layer on the metal surface. The interface layer will not only greatly reduce the metal surface, but also produce an interface layer. The interface layer will not only greatly reduce the surface free energy of the metal material, and significantly increase the contact angle between the adhesive and the metal surface, thereby reducing the wettability of the adhesive to the metal surface, but may also open up the gaps on the metal surface, reducing the interaction between the metal and the adhesive. actual contact area, thereby reducing bond strength.
(2) Solutions
① Treat the metal surface to remove rust and oil on the metal surface and ensure that the metal bonding surface has sufficient roughness. Commonly used methods for metal surface treatment include mechanical methods (such as sandblasting, mechanical grinding, etc.) and chemical methods (such as pickling, alkali washing, phosphating treatment, surface coating, high-temperature degreasing, etc.).
In addition, attention should also be paid to the metal surface not being too rough. If the metal surface is too rough, its irregularity will affect the wettability of the adhesive, and it will easily absorb gas, causing discontinuity in the bonding boundary, forming defects and stress concentration, thus Reducing bond strength. Surface roughness is determined based on the fluidity and wettability of different adhesives.
② Before applying glue, clean the metal surface with chemical solvents to remove oil stains, impurities, etc., and pay attention to drying and avoiding re-contamination. Some data show that the cleaner the adhered metal surface, the smaller the contact angle between the adhesive and the metal surface, and the higher the bonding strength.
4.1.2 Improper selection of adhesive
(1) Cause analysis
① The viscosity of the adhesive or primer adhesive is too high and cannot effectively wet the metal surface or bubbles are generated at the metal/adhesive interface and stress concentration occurs around the bubbles.
②Although the adhesive can effectively wet the metal surface, the force with the metal after curing is too low.
(2) Solutions
Select the appropriate adhesive to ensure that the adhesive has good wettability on the metal surface and that the physical, mechanical, or chemical interaction with the metal after curing meets the bonding strength requirements.
4.1.3 Improper Glue Application Process
(1) Cause analysis
① The adhesive is too thick or the solvent evaporates too quickly: Solvent, diluent, or dispersed phase liquid is an effective carrier for the adhesive to infiltrate and penetrate into the metal surface. If it is too little or evaporates too quickly after painting, the adhesive will have insufficient fluidity or Insufficient flow time resulting in incomplete kinetic infiltration, and the ideal bonding strength and durability will not be obtained.
② The adhesive is not stirred evenly: The adhesive is not stirred evenly, and active components such as base material or curing agent are unevenly dispersed. The adhesive strength formed by the adhesive at a lower concentration is small, which may cause bonding failure between the metal and the adhesive.
③ Improper adhesive coating thickness: The adhesive layer is too thin, with few adhesive molecules per unit surface area and low strength; if the adhesive layer is too thick, it is prone to bubbles, defects, and early fractures, and the expansion stress after heating is large, which can easily lead to joint damage. , resulting in bonding failure.
(2) Solutions
① Choose a suitable painting process and pay attention to diluting the adhesive to ensure that the adhesive has a suitable infiltration speed and infiltration time.
② Stir the adhesive fully and evenly before applying glue to prevent the effective solid material from settling.
③ The thickness of the adhesive application should be moderate.
4.2 Internal damage of the adhesive, damage between the topcoat adhesive and the primer adhesive
(1) Cause analysis
① The adhesive is not left open for enough time, and the solvent is incompletely evaporated, causing defects;
② The cohesive strength of the adhesive is not low after curing;
③ The bonding surface after applying the primer adhesive is contaminated with oil stains, dust, impurities, etc. After the adhesive is applied to the painted surface, an isolation boundary layer is formed between the two adhesives, resulting in stress concentration, resulting in bonding failure.
(2) Solutions
① The adhesive must be completely dried after application to prevent small solvent molecules from remaining;
②Choose an adhesive with higher cohesive strength;
③ After applying the adhesive, try to prevent hands, dust, debris, etc. from coming into contact with the adhesive surface during storage and transportation to prevent the adhesive surface from being contaminated again.
4.3 Damage between rubber and topcoat adhesive
During the thermal vulcanization bonding process, the rubber molecules and the adhesive molecules first undergo a physical reaction of mutual penetration and diffusion between the two-phase molecules, and then a cross-linking chemical reaction occurs between the two-phase molecules and the internal molecules of each phase so that the two-phase combination becomes firm. of one body.
4.3.1 Unsuitable rubber material
(1) Cause analysis
If the compounding agent in the rubber compound blooms or is extracted and migrates to the surface of the rubber compound, a layer of isolation surface will be generated between the rubber surface and the adhesive, which will affect the molecular diffusion and co-crosslinking reaction between the rubber and the adhesive, that is, Difficulty forming effective bonds.
(2) Solutions
In the design of the rubber compound formula, try to follow the following principles on the basis of meeting the product performance requirements:
① When selecting raw rubber types, try to choose rubber with high polarity high unsaturation, and good bonding performance;
② For general rubber, especially diene rubber, the sulfur vulcanization system has a better bonding effect;
③ Softeners, paraffin, processing aids, and other additives that are not conducive to bonding, especially ester plasticizers, should be used as little or as little as possible;
④ The dosage of anti-aging agent D, sulfur, and other ingredients that are prone to blooming should not be too much.
4.3.2 Adhesive factors
(1) Cause analysis
① The adhesive does not match the rubber being adhered;
② The adhesive is not stirred evenly, the drying time after painting is not enough, or the adhesive surface is contaminated.
(2) Solutions
① Select the appropriate adhesive according to the type of rubber to be adhered. For example, polyisocyanate and halogenated polymer adhesives are better for bonding non-polar rubber, while phenolic ester resin adhesives are less effective;
② The curing system of the adhesive must match the vulcanization characteristics of the rubber. For example, polyurethane rubber using a peroxide vulcanization system has a better cross-linking effect with phenolic resin and isocyanate adhesives; sulfur-vulcanized NR, NBR, and other general-purpose rubbers are better matched with horse rubber. Leimide and quinoxime cross-linking systems have better compatibility.
4.3.3 Improper vulcanization process
During the rubber/metal hot vulcanization bonding process, any improper selection of vulcanization pressure, temperature, and time will cause bonding failure. The main measures to avoid bonding failure caused by vulcanization are:
① The vulcanization temperature must ensure that it can overcome the chemical reaction barrier and simultaneously trigger the curing reaction of the adhesive and the vulcanization reaction of the rubber. On the other hand, under the premise of meeting the above conditions, the vulcanization temperature needs to be appropriately lowered, especially for exothermic reactions or adhesive reactions. The joint expansion stress is too large, destroying the bonding interface.
② Regarding the vulcanization pressure, as long as the other properties of the product and the equipment and process are allowed, the higher the pressure, the better. Especially for adhesives with a large content of low-molecular polymers or small molecules produced during reaction, a surface must be provided. Infiltration, diffusion, and excretion of small molecule products.
③ If the reactivity of the adhesive is lower than the vulcanization activity of the rubber or the metal parts are large in size, in order to ensure the synchronous reaction of rubber and adhesive, measures such as preheating the metal parts can be considered to prevent the cross-linking reaction of the adhesive from being delayed by the rubber. vulcanization reaction.
4.4 Internal damage to rubber
In terms of the bonding failure form, the ideal failure form required by the general rubber/metal bonding system is 100% rubber body failure. The bonding strength at this time mainly depends on the physical and mechanical properties of the vulcanized rubber. If the bonding strength at this time has not reached the bonding strength, it mainly depends on the physical and mechanical properties of the vulcanized rubber. If the bonding strength at this time still does not meet the bonding requirements, it may be that the strength of the rubber itself is too low, or the adhesive modifies the rubber at the interface when it diffuses, migrates to the rubber phase, and undergoes physical and chemical reactions, reducing the If the strength of the rubber is affected, you should consider replacing and improving the adhesive or rubber formula.
5. Conclusion
With the development of society and the progress of industry, rubber/metal bonding composite systems are increasingly used in various fields such as automobiles, aerospace, ships, construction, etc., and the requirements for bonding performance and bonding processes are also getting higher and higher. , master the series of physical and chemical changes that occur during the bonding process of the rubber/metal bonding composite system and the various causal relationships that lead to the success or failure of the bonding. In order to successfully realize the bonding of rubber/metal and improve the bonding performance of the composite system, has an important role.